Опубликовано на Яндекс.Дзен
Общие сведения
НАЗНАЧЕНИЕ
Агрегат сварочный АДД - 2х2501ВУ1 (АДД-2х2501У1) предназначен для использования в качестве автономного источника питания двух постов при ручной дуговой сварке, резке и наплавке металла постоянным током.
Агрегат АДД - 2х2501ВУ1 в своём составе имеет вспомогательный генератор переменного тока для питания электроинструмента, освещения и других потребителей.
По заказу потребителя агрегат комплектуется:
- одноосным шасси;
- термопеналом (одним или двумя) для сушки электродов.
Агрегат предназначен для работы на открытом воздухе в полевых
условиях. Агрегат не предназначен для эксплуатации в закрытых невентилируемых помещениях.
Номинальные параметры агрегата относятся к его работе на высоте не более 1000 м над уровнем моря при температуре окружающего воздуха от 40°С до минус 45 °С и относительной влажности воздуха не более 75% при 15°С.
ТЕХНИЧЕСКИЕ ДАННЫЕ
1 Сварочный генератор
1.1 Тип ГД-2х2501
1.2 Номинальный сварочный ток каждого поста, А 250
1.3 Номинальное напряжение, В 30
1.4 Пределы регулирования сварочного тока каждого поста, А 30 - 250
1.5 Номинальный сварочный ток при работе в параллель на одну дугу, А 400
1.6 Номинальное напряжение при работе постов в параллель на одну дугу, В 36
1.7 Пределы регулирования при работе в параллель на одну дугу, А 50 - 400
1.8 Напряжение холостого хода, В 80-90
1.9 Продолжительность нагрузки (ПН)
при номинальном сварочном токе, % 60
2 Приводной двигатель
2.1 Тип дизеля Д144 или Д130
2.2 Мощность, кВт (л.с.) 37(50)
2.3 Число цилиндров 4
2.4 Частота вращения, об./мин 1800 или 2000
2.5 Охлаждение Воздушное
2.1 2.6 Емкость топливного бака, л 120
2.7 Часовой расход топлива в номинальном режиме, кГ... 5,5
3 Термопенал для сушки электродов
3.1 Напряжение питания, В 56
3.2 Потребляемая мощность, кВт, не более 0,2
3.3 Масса загружаемых электродов до 8 кг
3.4 Номинальная температура в рабочей
камере термопенала, С° 130
4 Вспомогательный генератор
4.1 Номинальная мощность, кВА 4
4.2 Частота, Гц 50
4.3 Номинальное напряжение, В 230
4.5 Частота вращения, об/мин 3000
5 Данные агрегата без шасси:
5.1 Степень защиты IP22
5.2 Габариты, мм 2420 х 1000 х 1300
5.3 Масса заправленного агрегата, кг, не более: 1200
Расшифровка символов таблички номинальных данных.
|
|
Двухпостовой трёхфазный генератор с выпрямительными блоками и однофазный генератор переменного тока с приводом от двигателя внутреннего сгорания. Внешняя характеристика трёхфазного генератора крутопадающая. Ручная дуговая сварка покрытыми электродами. |
Уровни звука и эквивалентные уровни звука при работе агрегата в номинальном режиме не более 80 дБА.
Уровни напряженности электрического поля частотой 50 Гц и периодического магнитного поля на рабочем месте у агрегата сварочного АДД-4004МВУ1 (АДД-4004МУ1) соответствуют санитарно-эпидемиологическим правилам и нормативам СанПиН 2.2.4.1191-03 «Электромагнитные поля в производственных условиях».
Корректированный уровень общей вибрации соответствует требованиям санитарных норм СН 2.2.4/2.1.8.566-96 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий».
Уровень ультрафиолетового излучения (диапазон УФ-В + УФ-С) соответствует санитарным нормам № 4557-88 «Ультрафиолетовое излучение в производственных условиях».
Уровень шумовых характеристик агрегата сварочного АДД-4004 МВУ1 (АДД-4004МУ1)соответствует требованиям санитарных норм № 2.2.4/2.1.8.562-96
«Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки».
Агрегаты сварочные СЕРТИФИЦИРОВАНЫ на соответствие требованиям БЕЗОПАСНОСТИ и ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ:
ГОСТ21671 и Нормы 8 + 95.
Сертификат обязательной сертификации № РОСС RU. МЕ55.В01310 от 14 марта 2005 г. на три года, выданный Органом по сертификации промышленной продукции НП « Южно + Уральское техническое общество », находящееся по адресу: 456318, г. Миасс Челябинской области, пр. Октября, 66.
Комплект поставки
|
1. Агрегат сварочный АДД + 2х2501ВУ1 (АДД + 2х2501У1) |
|
|
в сборе, шт |
1 |
|
2. Комплект ЗИП сварочного |
|
|
генератора ГД-2х2501У2 |
1 |
|
3. Комплект ЗИП двигателя |
1 |
|
4. Паспорт двигателя, экз. |
1 |
|
5. Паспорт генератора сварочного, экз. |
1 |
|
6. Паспорт агрегата сварочного, экз. |
1 |
|
7. Паспорт генератора вспомогательного, экз. |
1 |
|
8. Паспорт термопенала, экз. |
1 |
|
9. Техническое описание и инструкция |
|
|
по эксплуатации двигателя, экз. |
1 |
|
10.Шасси одноосное (по заказу), шт. |
1 |
|
11.Провод для аккумулятора + + +, шт. |
1 |
|
12.Провод для аккумулятора + + +, шт. |
1 |
|
13.Лампа А12 + 21 + 3 Гост2023.1, шт. |
1 |
|
14.Светильник ПЛ + 64В2 + 4м ТУ16 + 635.331 + 79, шт. |
1 |
При поставке агрегата с не установленным воздухофильтром, в комплект поставки дополнительно входят:
|
1. Скоба УТСВ745556.002, шт. |
1 |
|
2. Пластина 2Ф-1-МБС-М-3 ГОСТ7338 30х300, шт. |
1 |
|
3. Болт М8-6g х 30.58.019 ГОСТ7796, шт. |
2 |
|
4. Гайка М8-6Н.5.019 ГОСТ5915, шт. |
2 |
|
5. Шайба 8.65Г.0115 ГОСТ6402, шт. |
2 |
|
6. Шайба С8.0.08кп.0115 ГОСТ11371, шт. |
2 |
ОСНОВЫ БЕЗОПАСНОЙ РАБОТЫ
Организация рабочих мест и проведения сварочных работ в соответствии с СП при сварке, наплавке и резке металлов № 1009 - 73, ГОСТ 12.3.003 - 86 " ССБТ Работы электросварочные. Требования безопасности ".
К эксплуатации агрегатов допускается аттестованный персонал, прошедший обучение и проверку знаний по электробезопасности и правил техники безопасности, обученный работать с электроустановками и знающий устройство сварочных агрегатов.
1. Основные правила электробезопасности
(пункты с 1.1 по 1.4 к агрегату АДД - 2х2501У1 не относятся).
1.1 Перед началом работы произвести заземление агрегата. Сопротивление заземления должно быть не более 10 Ом. Заземление выполнять медным
проводом сечением не менее 1,5 мм² или алюминиевым проводом сечением не менее 2,5 мм²;
1.2 Проверить состояние контактов и целостности проводов соединяющих кожух и составные части агрегата с рамой;
1.3 Проверить наличие электрической связи между корпусами электроприемника и источника электроэнергии;
1.4 Проверить исправность прибора контроля изоляции нажатием кнопки;
ЗАПРЕЩАЕТСЯ работа с неисправным прибором контроля изоляции;
1.5 ЗАПРЕЩАЕТСЯ открывать кожухи распределительных устройств у работающего агрегата;
1.6 При смене электрода напряжение холостого хода на электрододержателе может достигать 100 В. В этих условиях необходимо соблюдать меры предосторожности, исключающие возможность соприкосновения тела сварщика с токоведущими частями электрической цепи;
1.7 В случае аварийного повышения скорости вращения двигателя напряжение на зажимах сварочного генератора может быть выше 100 В. В этом случае немедленно остановить двигатель.
2. Основные правила противопожарной безопасности:
2.1. Заправлять агрегат топливом только при неработающем двигателе. После заправки вытереть места, на которые попало топливо;
2.2. Следить за тем, чтобы не было течи топлива из бака и топливопроводов. При обнаружении течи немедленно устранить ее;
2.3. Для проверки уровня топлива в баке пользоваться мерной линейкой. Ни в коем случае не подносить к баку огонь для освещения;
2.4. Курение вблизи агрегата не допускается;
2.5. В случае возникновения пожара при отсутствии углекислотного огнетушителя необходимо использовать подручные средства тушения (забросать очаг пожара песком, землей, накрыть брезентом и т.п.);
2.6. Категорически запрещается заливать горящее топливо водой;5
2.7. Запрещается производить сварочные работы на расстоянии ближе 15 м от агрегата.
3. Прочие меры безопасности:
3.1. Для предохранения глаз от вредного действия лучей излучаемых сварочной дугой сварщик должен пользоваться защитным щитком, снабженным специальным светофильтром;
3.2. При работе в общем помещении или на открытой площадке совместно с другими работниками рабочее место сварщика должно быть изолировано несгораемыми ширмами, щитами и окружающие должны быть предупреждены о вредном влиянии лучей от сварочной дуги на зрение;
3.3. Для предохранения тела и рук сварщика от ожогов лучами от сварочной дуги и брызгами расплавленного металла необходимо пользоваться специальной одеждой и рукавицами;
3.4. При зачистке швов для защиты глаз от осколков шлака необходимо пользоваться защитными очками с простыми стеклами;
ОСНОВНЫЕ СОСТАВНЫЕ ЧАСТИ АГРЕГАТА
Основой агрегата является блок, образованный жестким фланцевым соединением приводного двигателя и сварочного генератора ГД. Этот блок прикреплен к раме через резиновые амортизаторы. К раме кроме этого крепятся капот, пульт управления двигателем, аккумулятор. Вращающий момент от приводного двигателя передается к сварочному генератору посредством пальцевой муфты состоящей из двух полумуфт. Полумуфта двигателя укреплена на маховике и имеет четыре эластичных гнезда, в которых установлены пальцы-пластины полумуфты генератора, закрепленной на его валу.
Вращающий момент от приводного двигателя к вспомогательному генератору передается посредством ременной передачи. Для этого используются два ремня А-1250 ГОСТ 1284.1-89. Натяжение ремня проверяют нажатием в середине межцентрового расстояния с усилием 12Н. При этом прогиб должен составлять 3 - 5мм. При прогибе более 5мм необходимо произвести натяжение ремней. Прогиб менее Змм нежелателен во избежание преждевременного износа ремней и подшипников генератора.
При установке комплекта новых ремней разница длин ремней не должна превышать 4 мм.
Пульт управления двигателем
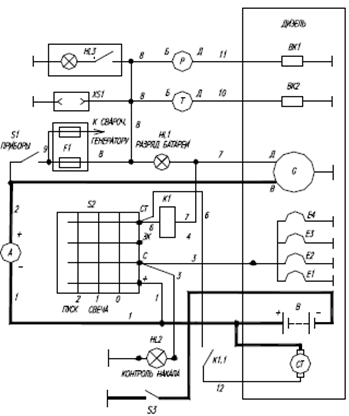
На панели пульта установлены приборы контроля давления масла и температуры масла, амперметр для контроля зарядного тока. Питание приборов включается тумблером S1 " Приборы ". Схема электрическая принципиальная управления двигателем приведена на рис.1.
Загорание лампы « Контроль накала » при повороте ключа в первое положение показывает, что свечи в цилиндрах разогреваются и можно поворачивать ключ во второе положение «Пуск» для включения стартера.
Лампа HL1 " Разряд батареи " сигнализирует о том, что не работает зарядный генератор. При работающем двигателе горящая лампа может означать и обрыв ремня привода вентилятора охлаждения.
На панели имеется розетка на 12 В для подключения переносной лампы.
В целях надёжного возбуждения, в сварочный генератор заведено питание напряжением 12В постоянного тока от бортовой сети агрегата. Во избежание разряда аккумулятора рекомендуется сразу после остановки двигателя выключить тумблер S1 " Приборы ".
Капот
Капот представляет из себя жесткую цельную сварную конструкцию в форме коробки без дна, к которой крепятся шторы и топливный бак. Капот надет на агрегат сверху и прикреплен к раме шестью болтами Ml2.
Капот сделан съемным для удобства обслуживания двигателя и генераторов.
Для снятия капота отсоединить топливопровод от топливного бака, болты крепления капота к раме и болты крепления скоб опоры пульта вспомогательного генератора. Поднимать капот согласно схеме строповки (см. рис.2). (Масса капота со шторами и с баком без топлива - 180 кг).
Термопенал
Предназначен для поддержания электродов в сухом состоянии. Подключение термопеналов к сварочному генератору производится следующим образом: первый термопенал подключается ко клеммам 11А1 - 11В1, а второй термопенал подключается ко клеммам 21А1 - 21В1 распредустройства сварочного генератора. Остальное - в паспорте на термопенал.
Установка аккумуляторной батареи
Аккумуляторная батарея агрегата 6СТ-190 находится в сухозаряженном состоянии (без электролита).
Батарея установлена на раму со стороны стартера и притягивается к раме уголком через шпильки-крючки.
Соединение " + " аккумуляторной батареи со стартером, а " - " аккумуляторной батареи с корпусом (наконечник провода закрепить болтом, крепящим переходный щит генератора сварочного к двигателю) производить проводами из комплекта поставки.
ЗАПУСК АГРЕГАТА В РАБОТУ
1. Залить электролит в аккумуляторную батарею и подготовить к эксплуатации.
2. Подготовить двигатель к работе согласно инструкции по эксплуатации двигателя.
3. Открыть краник на баке и убедиться в поступлении топлива к фильтру и отсутствии воздуха в топливной системе.
4. Установить рукоятку подачи топлива в положение наибольшей подачи топлива.
5. Выключить компрессию в цилиндрах рукояткой декомпрессионного механизма.
6. Включить тумблер S1 " Приборы " на пульте управления двигателем. При этом загорится сигнальная лампа и стронутся стрелки приборов.
7. Повернуть ключ выключателя S2до первого положения "Свеча".
Загорание лампы «Контроль накала» показывает, что свечи в цилиндрах разогреваются и можно включать стартер.
8. Поворотом ключа выключателя S2 во второе положение " Пуск" включается стартер.
9. Раскрутив двигатель, через 3-4 с, не выключая стартера, включить компрессию поворотом рукоятки декомпрессора вправо - двигатель должен запуститься.
10. После пуска двигателя отпустите ключ. Он сам вернется в исходное положение. Если двигатель после 3 -4-х попыток с минутными перерывами не запустился, то последующую попытку пуска можно повторить только через 2,5-3 мин. во избежание выхода из строя аккумуляторной батареи.
После пуска двигателя необходимо:
1. Прослушать работу агрегата (двигатель должен работать равномерно, без стуков и посторонних шумов).
2. Проверить показания приборов - стрелка амперметра должна отклоняться в сторону «+», показывая подзарядку аккумуляторной батареи, а сигнальная лампа не должна гореть; давление масла должно быть 1,5-3 кгс/см(2) (у прогретого двигателя), остальное - согласно инструкции двигателя.
Пуск двигателя при низкой температуре окружающего воздуха (ниже минус 10 °С) должен производиться с мерами по снижению вязкости масла изложенными в документе " Двигатель Д144. Инструкция по эксплуатации". Там же приводится перечень необходимых операций при возможных отказах двигателя.
В паспорте на генератор сварочный приводится перечень необходимых операций при работе со сварочным генератором.
ОСТАНОВКА ДВИГАТЕЛЯ
Для остановки необходимо дать двигателю поработать вхолостую на минимальных оборотах 1-2 мин. и только после этого глушить его, выключив подачу топлива. Для экстренной остановки (двигатель «идет в разнос») следует отключить подачу топлива и выключить компрессию.
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
ЗАО «Уралтермосвар», как предприятие-изготовитель агрегата сварочного АДД - 2х2501ВУ1 (АДЦ-2х2501У1) гарантирует его соответствие требованиям
ТУ 3441 -010-16516326-01 при соблюдении потребителем правил его эксплуатации, изложенных в настоящем руководстве.
Гарантийный срок - 12 месяцев с даты отгрузки с предприятия - изготовителя.
Гарантия предполагает бесплатный ремонт в течение гарантийного срока или замену агрегата на новый в случае невозможности ремонта.
Гарантийное обслуживание осуществляется только после заключения специалиста ЗАО « Уралтермосвар» о наличии неисправности по вине предприятия-изготовителя. В случае неисправности, произошедшей по вине покупателя, ремонт осуществляется за его счет.
Гарантия прекращается при наличии механических повреждений, вызванных неосторожным обращением с агрегатом, самостоятельного изменения электрической схемы и внутренних коммуникаций, неисправности, возникшей из-за нарушений правил эксплуатации агрегата и попадания внутрь посторонних предметов.
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Агрегат АДД - 2x2501 У1, заводской № (№ двигателя № генератора ГД - 2x2501У2, № генератора вспомогательного) соответствует требованиям ТУ 3441 - 010 - 16516326- 01 и признан годным к эксплуатации.
Дата приемо-сдаточных испытаний
Ответственный за приемку
АДРЕСА Офис
620017, г. Екатеринбург, ул. Московская, 49-67; тел. / факс ( 343 ) 376-46-80, 212-64-58, 212-64-59; Е - mail:info @uraltermosvar.ru www.uraltermosvar.ru
Производственный участок
623101, г. Первоуральск, ул. Емлина, 1а.
Тел./факс (34392) 2 - 50 - 64; Е - mail uts@pervouralsk.ru
|
|
|
Рис.1.Схема электрическая принципиальная управления двигателем
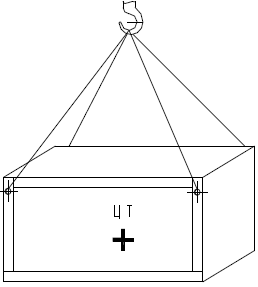
Рис.2. Схема строповки
Изготовитель:
Опубликовано на Яндекс.Дзен